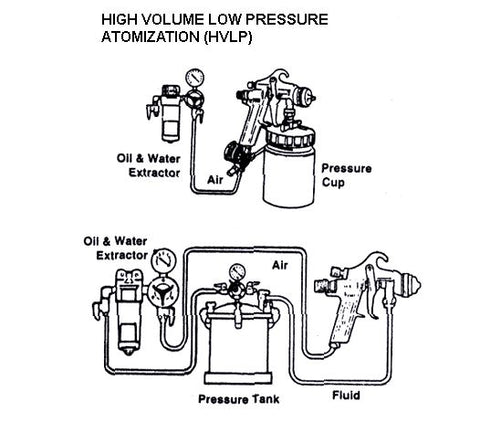
Although all HVLP spray guns operate with the same objective in mind, how they accomplish this goal may differ. First, air used in the atomization process reaches the HVLP spray gun's nozzle in one of four ways: (1) standard high-pressure compressed air, which has its pressure restricted within the gun body; (2) standard high-pressure compressed air, which is assisted with a venturi feed and then filtered ambient air prior to its pressure restriction within the gun's body; (3) standard externally fed HVLP turbine air; and (4) compressor-assisted externally fed turbine air. Items 1 and 3 have seen the most growth and ultimate acceptance in recent years.
All HVLP spray guns should operate at air pressures between 0.1 and 10 psi (at the air nozzle) and consume air volumes of 6-30 cfm to be considered true HVLP spray guns. Although some HVLP guns with internal restrictions can exceed 10 psi air pressure, it is up to the operator to follow local regulations when necessary.
Advantages
The benefits of HVLP atomization are improved transfer efficiency, often approaching 65%, compliance with local finishing regulations, a softer spray that penetrates easily into recesses or cavities, reduced material (costs) consumption as well as reduced spray booth maintenance and reduced hazardous waste. Turbine-operated HVLP systems enjoy great portability and ease of operation where compressed air is not available. HVLP spray guns with internal restrictors use existing air supplies, are easy to operate, and are lower in cost than turbine HVLP.
Disadvantages
The most notable limitation to the HVLP process is that the finish quality from some HVLP spray guns is not as fine as conventional air spray. This may not pose a problem to some finishers, but to others it may mean additional polishing. Turbine-generated HVLP systems may be expensive to purchase and to operate. HVLP guns using internal restrictors must have an adequate supply of clean and dry air to operate efficiently. Turbine guns use a larger air hose, which may be difficult to work with. Some high volume production lines may find HVLP to be too slow. Fluid deliveries that exceed 10 oz/min. may sacrifice finish quality for speed.